

AC-33 (блочный элемент AZS33 из спеченного литья)
Категория:
Электроплавенные AZS огнеупорные материалы
Телефон:
E-mail:
Введение
Блоки из оксидированного спеченного литья AZS (алюмо-циркониево-кремнеземные) изготавливаются из высокочистого сырья методом электродуговой плавки и спекания. Этот процесс спекания практически исключает углеродное загрязнение от графитовых электродов. Этот процесс в сочетании с высококачественным сырьем высокой чистоты обеспечивает высокую коррозионную стойкость оксидированных блоков из спеченного литья AZS (алюмо-циркониево-кремнеземных) к расплавленному стеклу и минимальное загрязнение расплавленного стекла.
AC-33 (AZS 33)
Компактная микроструктура AZS-33 обеспечивает ему очень хорошую коррозионную стойкость к расплавленному стеклу. Он очень редко приводит к образованию камней и имеет очень ограниченные шансы вызвать образование пузырей и других дефектов в стекле, поэтому AZS-33 является наиболее распространенным продуктом, используемым в стекловаренной печи. AZS 33 в основном используется в верхней части плавильной печи, боковой стенке рабочего конца, в качестве плитки для мощения и канала и т.д.

Типичный химический состав
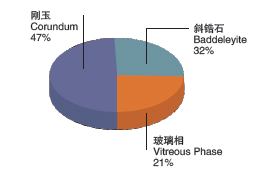
Типичный кристаллографический анализ:
Физические свойства
| Наименование | Типичное значение | |
| Истинная объемная масса | 3.84g/cm3 | |
| Кажущаяся пористость | 1,2% | |
| Холодная прочность на сжатие | 350MPa | |
| Температура экссудации | 1400℃ | |
| Статическая коррозия расплавленного стекла (натриево-известковое стекло, 1500℃ * 36 ч) | 1.45mm/24h | |
| Скорость образования пузырей (натриево-известковое стекло, 1300℃ * 10 ч) | 1,4% | |
| Насыпная плотность | PT/QX | 3,45 г/см³ 3 |
| ZWS | 3,7 г/см³ 3 | |
| WS | 3,72 г/см³ 3 |
Технология литья
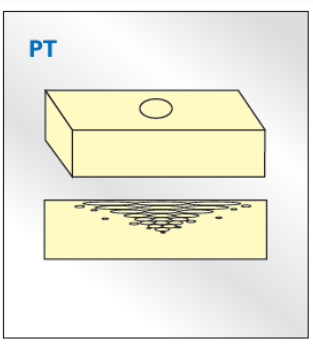
Обычное литье
В процессе отжига под следом литья образуются некоторые усадочные пустоты. Блоки (PT) с такими пустотами обычно устанавливаются и используются в зонах без серьезной коррозии, а поверхность со следом не используется в качестве рабочей поверхности, учитывая отсутствие влияния на производительность и срок службы печи.
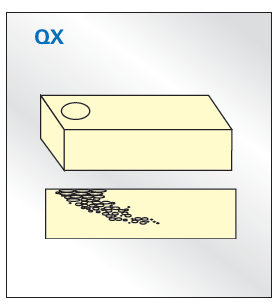
Наклонное литье
Специальная технология литья, которая приводит к концентрации усадочных пустот на одном конце блоков, что позволяет другому концу стать компактным для максимального использования.
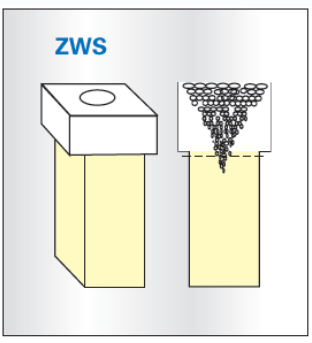
Конечное литье
Литье ZWS оставляет лишь несколько небольших пустот под следом литья и создает очень компактную структуру, поэтому оно широко используется при производстве блоков боковых стенок плавильной печи.
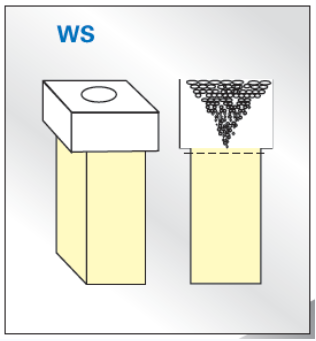
Беспустотное литье
Литье выполняется с большой головкой, в которой сосредоточена большая часть пустот. После охлаждения головка срезается. Полученный блок является компактным и практически без пустот. AC-41 и AC-M предпочтительно отливаются методом WS.
Ключевые слова:
AC-33 (блочный элемент AZS33 из спеченного литья)
Предыдущий:
Сообщение
Связанные продукты
Если у вас есть дополнительные требования
Оставьте свой запрос онлайн, и мы оперативно ответим!






Контакты
№1 улица Дунфан, поселок Чаохуа, город Синьми
Средняя часть улицы Шуньи, поселок Мицан, город Синьми (первое отделение)
1 Woodlands Drive 72, Singapore 738089 (Сингапурская компания)
Copyright © Zhengzhou Dongfang Ancai Refractory Co., Ltd.
Разработано:www.300.cn Поддерживается IPV6 Соглашение о конфиденциальности
